|
|
机械设备故障检测
---精密诊断法 |
| 机械故障精密诊断法: |
| 精密诊断:是指通过专业的分析仪器,查找设备故障原因,及设备故障部位。根据获得的信息和分析图谱判断出故障的类别、严重程度,指出故障的发生,发展趋势和后果,提出故障的维修措施,并加以实施,指导员工进行设备的维护、维修管理
。
|
|
| |
| 通过振动分析仪进行精密诊断: |
注
意
事
项 |
1、进行测量时要选择合适的分析模式如:倒谱,功率谱,时域谱等,要设置合理频率范围,如分辨率,谱线,振动的三个物理量等, |
| 2、分析时要筛选,过滤我们所需要各种频带,如:边频,谐波,随机,冲击波等 |
| 3、要知道我们设备(包括零部件)的工作频率,设备本身的固有频率等 |
| 4、掌握各种设备(包括零部件)和种故障的特性。 |
|
| |
| 设备故障分析图解: |
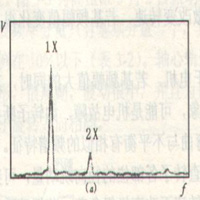
| 不平衡实例: |
| 故障特性 |
|
引起基频振动过大
振动方向在径向
和转速有关系
相位相差:90度
|
 |
|
|
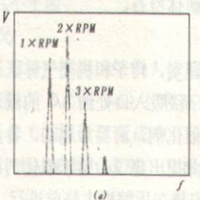
| 不对中实例: |
| 故障特性 |
|
引起2倍频振动过大
振动方向在轴向
和转速没有关系
相位相差:0度
|
 |
|
| |
|
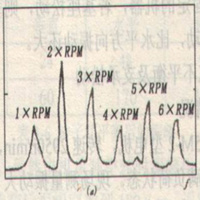
| 设备基座松动: |
| 故障特性 |
|
1、径向振动大,垂直方向的振动特别明显,还有很大的倍频分量,特别是3-10倍频处分量大
2、可能有1/2、3/2、5/2等分数谐频分量,这些分量随时间的增大而增大
3、时域波形可能较杂乱,有明显的不稳定非周期信号,还可能有很大的脉冲信号
4、轴向振动小或者正常
|
 |
|
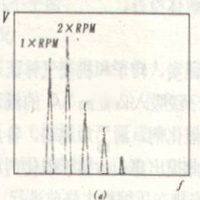
| 设备主轴弯曲: |
| 故障特性 |
|
1、轴向振动较大,一般产生在1X,伴随2X或其它高次谐波
2、前后轴承相位无明显变化
3、轴心轨迹为椭圆形,进动方向为正进动。
4、提高转速,永久性弯曲在低速阶段振动较高,升速时无明显变化,临时性弯曲在升速时随转速增加而振动副值增大。
|
 |
|
| |
|
|
|
| |
| |
| |
|
|
|
 日本理音测振仪专营
日本理音测振仪专营 日本IMV测振仪专营
日本IMV测振仪专营


